
Legacy packaging relies heavily on Polyethylene (PE) and PFAS-based barriers, yet these materials now face an existential crisis due to tightening global environmental mandates and microplastic contamination.
Polyhydroxyalkanoates (PHA) have emerged as the definitive successor—often hailed as the PHA Bioplastics: The Ultimate Fully Biodegradable Revolution—offering a molecularly distinct alternative that bridges the gap between high-performance protection and natural circularity.
By harnessing PHA as a water-based emulsion, the paper industry can finally deploy a drop-in coating solution that achieves 100% biodegradability without sacrificing grease or moisture resistance. This shift enables manufacturers to bypass the limitations of traditional plastics, transforming sustainable packaging from a regulatory burden into a high-performance market advantage.
What is PHA Water-based Emulsion?
PHA (Polyhydroxyalkanoates) functions as a biological energy reserve, synthesized by microorganisms through precision fermentation. When engineered into a water-based emulsion, these biopolymers transition from raw granules into a sophisticated liquid coating system. This stable dispersion allows PHA particles to remain suspended in a water carrier, enabling paper converters to utilize standard rotogravure, rod, or blade coaters without specialized retrofitting.
Technical Matrix & Application Standards
| Property | Specification Range | Industrial Impact |
| Solids Content | 25% – 45% | Optimizes drying efficiency and coat weight control. |
| Viscosity | 50 – 500 cP | Ensures uniform leveling across high-speed lines. |
| Particle Size | 100 – 300 nm | Deep fiber penetration for superior interfacial adhesion. |
| pH Stability | 7.0 – 9.0 | Compatible with standard paper chemistries and inks. |
Unlike synthetic latex that relies on permanent cross-linking, PHA emulsions form a functional barrier through controlled evaporation and polymer fusion. As the water phase departs, PHA particles deform and coalesce into a pinhole-free, continuous film. This bio-shield anchors directly to cellulose fibers, delivering robust Kit 8+ grease resistance and low Cobb60 water absorption. Because the polymer remains intrinsically biodegradable, the coated substrate retains full repulpability in standard fiber recovery streams, effectively closing the loop on single-use packaging.

Key Performance Advantages

PHA water-based emulsions represent a definitive upgrade in coating technology, dismantling the performance trade-offs historically associated with bioplastics. Unlike Polylactic Acid (PLA), which requires industrial composting, PHA achieves true universal biodegradability—actively breaking down in marine, soil, and freshwater environments. This biological versatility is matched by an industry-leading repulpability rate of over 95%. By enabling high-efficiency fiber recovery in standard recycling streams, PHA coatings convert single-use packaging into a genuine contributor to the circular economy.
Technical Superiority & Food Safety
High-Precision Barriers
- Engineering-grade PHA provides a moisture vapor barrier (WVTR) ten times more effective than standard PLA, ensuring crispness and shelf-stability for sensitive dry goods.
Thermal Resilience
- With a heat deflection range of 110°C to 140°C, these coatings remain stable under boiling temperatures, making them the optimal choice for hot-fill applications and beverage service.
Regulatory Rigor
- Formulations strictly adhere to global food contact standards, including US FDA, EU, and China GB mandates, ensuring a toxic-free profile that eliminates “forever chemical” (PFAS) concerns.
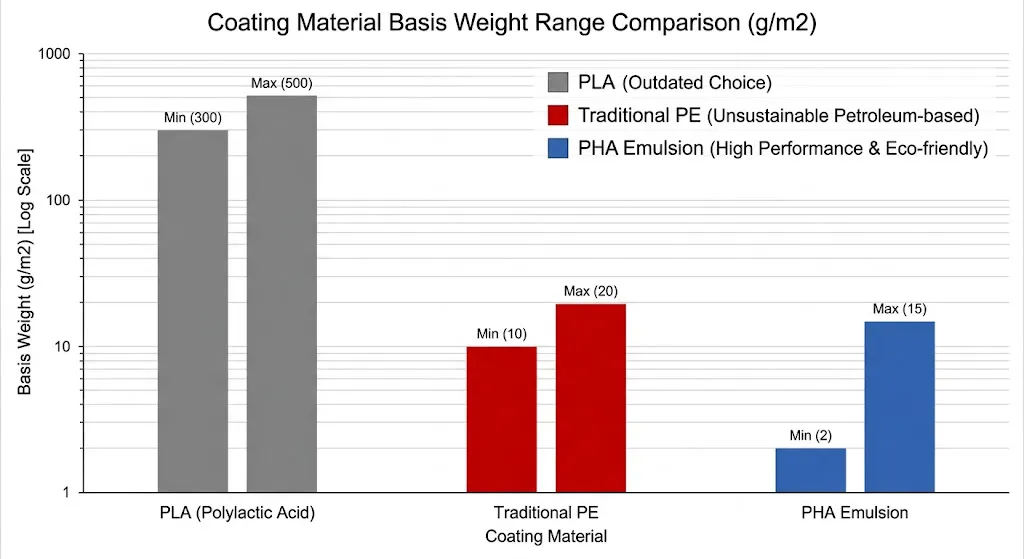
Continuous advancements in emulsion stability now allow for significantly lower coating weights without compromising barrier integrity. This material optimization directly translates to a reduced cost-per-unit, bridging the price gap with traditional PE. As a drop-in solution compatible with existing rod and gravure coaters, PHA minimizes capital expenditure while maximizing brand value through premium, plastic-free positioning.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Optimize Your Coating Line for PHA
Switching to bio-based barriers shouldn’t mean re-engineering your infrastructure. Consult with our technical team to determine the ideal coat weight and drying parameters for your specific paper substrate.
Technical Deep Dive: Specifications & Parameters
Engineering a reliable bio-barrier requires a delicate balance of rheology, particle kinetics, and polymer coalescence. PHA water-based emulsions provide this stability through a narrow particle size distribution (100-300 nm), ensuring deep penetration into cellulose fibers for superior interfacial bonding. These physical parameters dictate not only the final barrier quality but also the operational efficiency of modern coating lines.
Core Physicochemical Profile
| Performance Property | Value | Unit |
| Appearance / Color | Milky white | – |
| Viscosity (25°C) | 100 – 500 | mPa·s |
| Solid Content | 30 – 35 | % |
| Odor | Faint | – |
| pH Value | 7 – 9 | – |
| Particle Size (D90) | < 10 | μm |
| Glass Transition Temp (Tg) | -10 ~ 0 | °C |
| Melting Point (Tm) | 110 – 150 | °C |
| Experimental Film-Forming Temp | 150 | °C |
| Experimental Film-Forming Time | < 120 | s |
| Experimental Heat-Sealing Temp | 250 – 300 | °C |
| Experimental Heat-Sealing Time | < 2 | s |
Multi-Functional Barrier Performance
High-performance food packaging demands protection against diverse permeants. PHA coatings bridge this gap by delivering specialized barrier ratings that rival petroleum-based analogs:
- Moisture Barrier (WVTR): 5-15 g/㎡/day (ASTM F1249) at tropical conditions.
- Grease Resistance: Kit Rating 10-12 (TAPPI T559), ideal for high-fat fast food applications.
- Oxygen Barrier (OTR): 1-5 cc/㎡/day (ASTM D3985), extending the shelf life of oxidation-sensitive goods.
- Hydrophobicity: Water Contact Angle of 95°–110°, ensuring robust liquid repellency.
Processing Versatility & End-of-Life Validation
PHA emulsions transition seamlessly into existing industrial workflows, supporting line speeds up to 400 m/min via gravure or rod coating. Crucially, the functional film remains fully compliant with the most rigorous environmental mandates. Beyond meeting EN 13432 for industrial composting, these coatings achieve home compostability and marine biodegradation certification, offering a future-proof solution for brands navigating the post-plastic regulatory landscape.
Tips: The specifications outlined above represent our high-performance baseline for general paper coating needs. However, we recognize that complex substrates and high-speed conversion lines often demand a more granular approach. If these standard parameters do not align with your specific machinery or barrier requirements, our technical team is available to engineer customized PHA formulations or recommend alternative grades within our expansive portfolio to optimize your production efficiency.
Target Applications: Transforming the Paper Industry
PHA water-based emulsions empower paper manufacturers to penetrate markets previously dominated by multi-layer plastic laminates. By providing a high-performance barrier that remains fully compostable and repulpable, this technology transforms standard paper into a versatile, high-margin packaging medium.
Food Service & Quick-Response Retail
The shift away from PE-lined containers is most critical in the food service sector. PHA coatings deliver the thermal resilience (up to 140°C) required for hot beverage cups and soup bowls, preventing structural softening while ensuring robust heat-seal bonds. For fast-food wrappers and fry pouches, the emulsion provides a Kit 10-12 grease barrier, eliminating oil migration and the need for controversial PFAS-based chemistries.

High-Performance Flexible & Industrial Solutions


- Barrier Pouches & Bags: For e-commerce and dry food storage, coated paper products using PHA offer a moisture-vapor transmission rate (WVTR) that rivals petroleum plastics, ensuring product freshness in lightweight, flexible formats.
- Thermal-Resistant Industrial Layers: Specialized industrial papers benefit from the polymer’s stability during high-temperature processing. This makes it ideal for protective masking, technical release liners, and medical-grade packaging where sterile integrity and heat resistance are non-negotiable.
- Agricultural & Logistics: The marine-degradable nature of PHA opens doors for biodegradable mulch papers and water-resistant shipping mailers that leave zero microplastic residue in the soil or ocean.
Application-Specific PHA Coating Solutions
Discuss your specific application requirements with our technical team. We provide customized formulation recommendations and application support for optimal performance in your target market.
Why Partner with SalesPlastics?
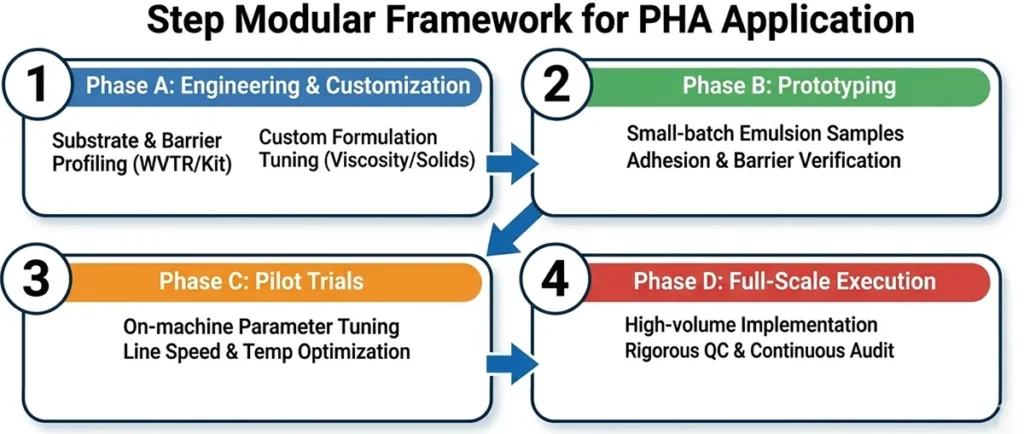
Successfully transitioning to PHA water-based barriers requires more than a premium raw material; it demands a synergy between advanced polymer science and practical floor-level integration. SalesPlastics operates at this intersection, providing the technical infrastructure and formulation expertise necessary to convert sustainable concepts into high-volume industrial realities. We move beyond basic distribution by functioning as a technical extension of your R&D team, ensuring every micron of coating delivers maximum barrier integrity.
End-to-End Industrial Integration
- Bespoke Formulation Tuning: Our consultants recalibrate PHA viscosity and solids content to match your specific gravure or rod-coating machinery, eliminating costly equipment retrofits.
- On-Site Trial Leadership: We provide active startup assistance, from initial equipment compatibility assessments to the final optimization of drying kinetics and line speeds (up to 400 m/min).
- Inventory & Supply Security: Leveraging a robust global logistics network, SalesPlastics guarantees batch-to-batch consistency and scalable supply chains, insulating your production from market volatility.
Navigating the complex landscape of international food-contact safety and compostability standards (FDA, EU, GB) is foundational to our service. Every shipment is backed by comprehensive technical documentation and third-party performance verification. By partnering with us, manufacturers gain more than a compliant product—they secure a future-proof packaging strategy that enhances brand reputation and captures the escalating consumer demand for verified, plastic-free solutions.
Our consultants recalibrate PHA viscosity to match your specific machinery, ensuring these paper coatings deliver maximum barrier integrity.
Ready to Transform Your Packaging Solutions?
Call our PHA coating specialists today for expert guidance
Conclusion
PHA water-based emulsions deliver the critical missing link, providing a future-proof solution for paper coatings in a circular economy. By merging high-speed processing compatibility with the uncompromised biodegradability of natural polymers, this technology effectively dismantles the technical barriers to sustainable innovation. It stands as the definitive choice for manufacturers who require robust protection without the environmental liability of microplastics or PFAS.
Adopting PHA technology transcends mere product improvement; it is a strategic alignment with the tightening landscape of global “Plastic Ban” regulations and institutional ESG mandates. As Single-Use Plastics Directives and carbon-border adjustments reshape international trade, PHA-coated substrates offer a future-proof pathway to market leadership. At SalesPlastics, we bridge the gap between this advanced material science and large-scale industrial execution, ensuring that your transition to bio-based packaging is both a technical success and a significant driver of brand equity.
Investment in PHA coating technology positions organizations for long-term success in an increasingly sustainability-focused marketplace. Early adopters establish market leadership and build brand value through demonstrated environmental commitment.
FAQs

Is PHA plastic safe?
Absolutely. PHA is a bio-synthesized polymer produced via natural bacterial fermentation, much like the cultures in yogurt. It is intrinsically non-toxic and PFAS-free, having earned full regulatory clearance from the FDA, EFSA, and China’s GB standards. Its long-standing use in absorbable medical sutures further confirms its biocompatibility and safety for high-temperature food contact.
What are water-based emulsions?
These are stable dispersions where microscopic PHA particles are suspended in water rather than chemical solvents. This VOC-free format allows for safer manufacturing and easy equipment cleanup with water. During application, the water evaporates, causing the PHA particles to coalesce into a continuous, high-performance barrier without the need for expensive hot-melt extrusion hardware.
Does PHA dissolve in water?
No. Although applied as an aqueous emulsion, the cured PHA film is hydrophobic and water-resistant. It will not dissolve or weaken during storage or consumer use. With a water contact angle of 95°–110°, PHA provides a robust moisture shield. Biodegradation is an enzymatic process triggered only by specific microbes in compost or marine environments, not by simple contact with liquids.
Is PHA good for the environment?
PHA is the gold standard for circular packaging. It reduces carbon footprints by up to 75% compared to Polyethylene (PE). Unlike PLA, PHA is certified for marine biodegradation and home compostability, breaking down into CO₂ and water without leaving persistent microplastics. Additionally, PHA-coated paper is fully repulpable, ensuring it can be seamlessly recycled in standard fiber streams.

